
实验室、科研、军工、医疗、航空领域
微细孔/高端精密五金件 · 14年头部供应商
微细孔/高端精密五金件 · 14年头部供应商
-
微信咨询

- 全国客服:18898367360
日期:2024-11-22 编辑:富泰鑫五金 阅读: 194
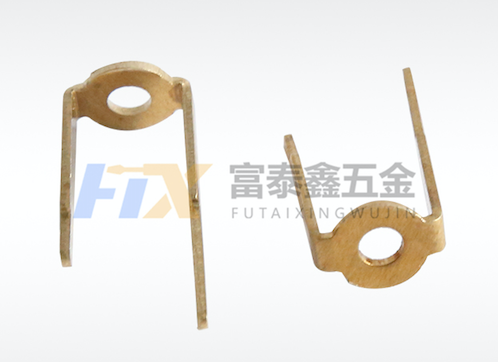
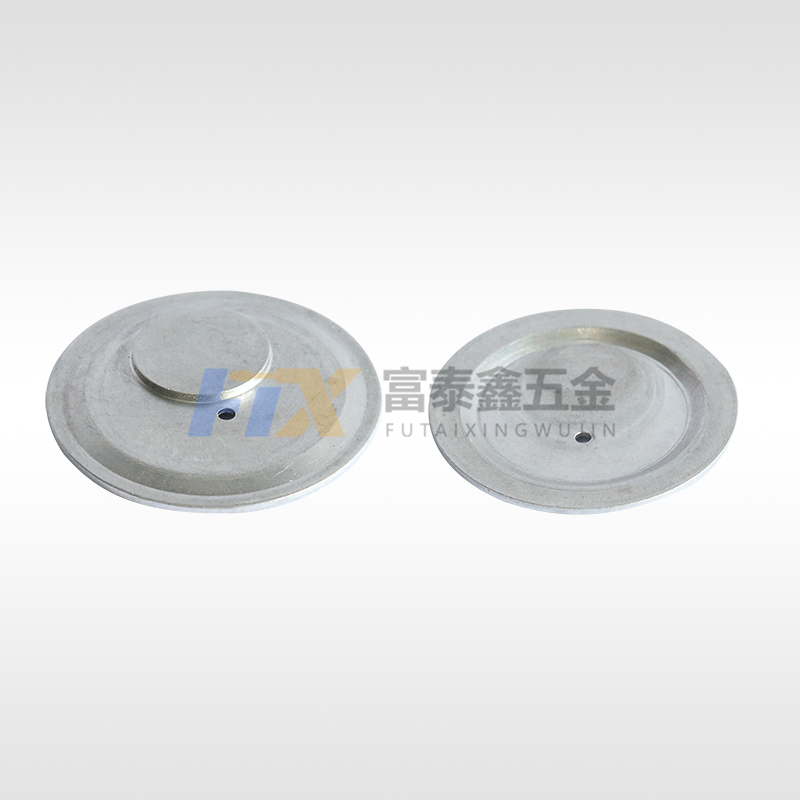
作为一家专门从事设备、仪器和机械的合同制造商,我们擅长各种材料的CNC加工,包括铣削、车削和线切割。不锈钢是最常用的材料之一,因为它用途广泛且耐用。304、316、316L 和 430 等 SS 合金在 CNC加工工厂中很常见,并广泛用于航空航天、国防、医疗保健、能源和半导体等关键行业。由于不锈钢中含有铬,这种材料不易生锈和腐蚀。

然而,不锈钢的加工非常困难,因为它具有韧性、加工硬化特性,并且容易导致刀具磨损。以下是一些改进不锈钢加工工艺的重要技巧。
确保工件夹持装置坚固:为了最大限度地减少振动的影响,必须使用坚固且抗振的工件夹持装置,以确保加工过程中的稳定性。
使用正确的切削工具刀具材料:选择硬质合金或涂层硬质合金刀具,它们更适合承受不锈钢的硬度和韧性。由钨或钼 HSS 等材料制成的刀具是不锈钢加工的绝佳选择,可提供必要的韧性和耐用性。高速钢 (HSS) 刀具也可用于较低的速度。
涂层:在工具上使用氮化钛 (TiN) 或碳氮化钛 (TiCN) 等涂层,以减少摩擦和磨损。
几何形状:使用具有更锋利边缘和适当切削几何形状的工具,以最大限度地减少热量积聚并减少加工硬化。
控制切削速度和进给切削速度:不锈钢容易快速加工硬化。因此,使用较低的切削速度有助于减少过多的热量产生,从而防止加工硬化。
进给率:使用更高的进给率可以更快地去除材料并减少切削刀具与工件接触的时间。这可以最大限度地降低加工硬化和刀具磨损的风险。
使用足够的冷却液冷却液类型:使用提供润滑和冷却的水溶性冷却液或切削液。切削液有助于减少摩擦和散热,这对于防止材料热损坏和延长刀具寿命至关重要。
应用:确保在加工过程中正确且一致地使用冷却液。建议对不锈钢采用洪水冷却液方法或高压冷却液系统。
最大程度减少刀具磨损由于不锈钢硬度较高,刀具磨损速度比加工较软材料时更快。定期检查刀具磨损情况,并根据需要更换,以避免表面光洁度差和尺寸不准确。
保持锋利的切削刃以避免摩擦,摩擦会增加热量和工具磨损。
优化切屑控制不锈钢会产生长而连续的切屑,这会导致切屑缠结和表面光洁度差等问题。考虑使用断屑器或专用刀具几何形状来控制切屑形成并提高加工效率。
防止加工硬化如果切削刀具在压力不足的情况下与不锈钢发生摩擦,不锈钢很容易发生加工硬化。使用适当的进给并避免刀具回缩或进给不足,可确保切削啮合的一致性。
尽量减少振动和偏转不锈钢很坚硬,在加工过程中会引起振动,从而影响精度和表面光洁度。使用稳定且刚性的装置正确固定工件,并考虑使用减震刀架或稳定性好的机器。
选择正确的加工工艺车削:使用较低的主轴速度和较高的进给速度进行车削操作。
铣削:尽可能选择顺铣,因为它可以减少加工硬化并改善表面光洁度。
钻孔:使用短而锋利且具有适当涂层的钻头,以避免工件硬化并改善排屑。
避免使用钝的工具钝的刀具会增加切削过程中的摩擦和热量,从而导致表面质量差和刀具过早失效。经常更换刀具以保持加工过程的质量。
热管理计划与较软的材料相比,不锈钢在切割过程中会产生更多热量。选择最适合您特定不锈钢加工操作的冷却方法,以防止过热并确保加工操作顺利进行。
加工后精加工不锈钢通常需要抛光、研磨或钝化等精加工工艺来去除毛刺并增强耐腐蚀性。在加工后规划这些步骤,以确保最终产品满足表面光洁度要求。
虽然不锈钢可能不是最难加工的金属,但它确实需要小心处理才能达到所需的精确公差和表面光洁度。无论您选择内部进行CNC加工还是外包给供应商,选择具有丰富不锈钢加工能力和经验的车间都至关重要。正确的工具、技术和知识对于实现高质量的结果起着至关重要的作用。
深圳富泰鑫五金加工是一家成立了十多年的五金加工企业,对各种材料的五金零件加工都拥有丰富的经验,能有效的保障您的品质要求,及时交付产品。




 网站首页
网站首页
 电话咨询
电话咨询